6、制造
6.1 当板片表面有跑过板片厚度负偏兼的凹坑、划伤、服痕等缺陷时应进行修靡。
6.2 板片最薄处的厚度应不小子板片厚度的75% 。
6.3 板片表面应清除冲切毛刺。
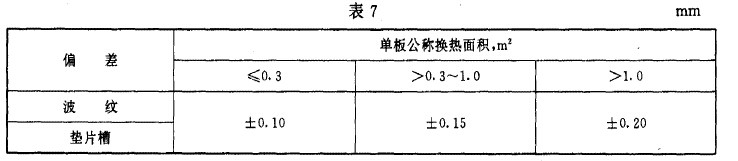
6.4 板片被纹深度偏提及垫片槽深度偏差应符合表7 的规定。
6.1.5势片的制造要求见附录A( 标准的附录)。
6.2 组装
6.2.1板式换热器应按流程组合设计图进行组装。
6.2.2板片在装配前应进行清挠,垫片槽和被纹表面不应有将物。
6.2.3当垫片用帖结剂粘贴在板片赞片槽内时,不应有扭曲与松脱;若采用其它非粘贴方法将垫片固定在板片垫片槽内时,亦不应有扭曲和偏离板片垫片槽等情况。
6.2.4组装时,宜均匀对称地拧紧央紧螺柱(成顶杆),以保持板片的平行状态。组装后,如夹紧尺寸小于1000mm 时,两眼紧板间的平行度偏差不应大于2mm; 当央紧尺寸L 大于或等于1000mm 时,两服紧板间的平行度偏兹不应大于夹紧尺寸L 的3%且不大于4mm 。
6.2.5夹紧尺寸的偏差应不大于O.2Np mmo
6.2.6压紧板接管法兰密封面与接管中心线的垂直度偏援不应大于法兰外役的1%
6.2.7 板式换热器的碳萦钢零、部件外露表面应采取防锈措施;法兰密封面宽除油(脂)防护。
6.2.8 板式换热器需涂漆的金属表面,应清除油污和影响涂穰质露的杂物,擦膜应均匀,不应有气泡、龟裂和剥落等缺陷。
6.2.9组装后,板式换热器内腔应洁净、无杂物。